



Кина ОЕМ прилагођени сфероидни графит ливеног гвожђа део по љуске калупа за ливење производа саЦНЦ обрада, термичка обрада и површинска обрада.
Механичке особине дуктилног (нодуларног) ливеног гвожђа | ||||||||
| Ставка према ДИН ЕН 1563 | Меасуре Унит | ЕН-ГЈС-350-22-ЛТ | ЕН-ГЈС-400-18-ЛТ | ЕН-ГЈС-400-18 | ЕН-ГЈС-500-7 | ЕН-ГЈС-600-3 | ЕН-ГЈС-700-2 | ЕН-ГЈС-800-2 |
| ЕН-ЈС 1015 | ЕН-ЈС 1025 | ЕН-ЈС 1020 | ЕН-ЈС 1050 | ЕН-ЈС 1060 | ЕН-ЈС 1070 | ЕН-ЈС 1080 | ||
| Затезна чврстоћа | Рм мин.МПА | 350 | 400 | 400 | 500 | 600 | 700 | 800 |
| 2% јачине приноса | Рп0,2 мин.МПА | 220 | 240 | 250 | 320 | 370 | 420 2) | 480 2) |
| Издужење | А % | 22,0 | 18,0 | 18,0 | 7,0 | 3,0 | 2,0 | 2,0 |
| Тврдоћа | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| Структуре | углавном феритне | углавном феритне | углавном феритне | ферит + перлит | ферит + перлит | углавном перлит | сав перлит | |
| Схеар Стресс | σаБ МПа | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Торзија | ТтБ МПа | 315 | 360 | 360 | 450 | 540 | 630 | 720 |
| Модули еластичности | Е ГПа | 170 | 170 | 170 | 175 | 175 | 175 | 175 |
| Поиссонов број | в – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| Снага на притисак | σдБ МПа | – | 700 | 700 | 800 | 870 | 1000 | 1150 |
| Фратуре Тоугхнесс | Клц МПа ·√м | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| Густина | г/цм3 | 7,1 | 7,1 | 7,1 | 7,1 | 7,2 | 7,2 | 7,2 |

Схелл ливење ливењепроцес се такође назива процес ливења у песку са претходно обложеном смолом, ливење у топлој љусци или процес ливења језгра. Главни материјал за обликовање је претходно обложени песак од фенолне смоле, који је скупљи од зеленог песка и песка од фуранске смоле. Штавише, овај песак се не може рециклирати.
Процес ливења у песак који се самоотврдњава од фуранске смоле (нобаке процес) користи песак обложен фуранском смолом за формирање калупа за ливење. Након равномерног мешања оригиналног песка (или регенерисаног песка), течне фуранске смоле и течног катализатора, и пуњења их у кутију за језгро (или песак), а затим је затегните да се стврдне у калуп или калуп у кутији за језгро (или песак кутија) на собној температури. Затим је формиран калуп за ливење или језгро за ливење, које се назива самоотврдњавајућа кутија са хладном језгром (језгро) или метода самоотврдњавања (језгро).
Пошто се калуп формира на собној температури и нема потребе за загревањем, ливење у песак који се самоотврдња назива се и процес ливења без печења. Метода самоотврдњавања може се поделити на фуранску смолу катализовану киселином и методу самоочвршћавања песка са фенолном смолом, методу самоочвршћавања песка од уретанске смоле и методу самоочвршћавања фенолног моноестера.
Као самостврдњавајући песак за везивање у хладним кутијама, песак од фуранске смоле је најранији и тренутно најчешће коришћени синтетички везивни песак у кинеској ливници. Количина додане смоле у песку за калупљење је генерално 0,7% до 1,0%, а количина додане смоле у језгро песка је генерално 0,9% до 1,1%. Садржај слободног алдехида у фуранској смоли је испод 0,3%, а неке фабрике су пале и испод 0,1%. У ливницама у Кини, песак од фуранске смоле који се самоотврдњава достигао је међународни ниво без обзира на производни процес и квалитет површине одливака.
Нодуларно ливено гвожђе, које се назива и нодуларно ливено гвожђе, сферидно графитно ливено гвожђе или скраћено само СГ гвожђе, представљају групу ливеног гвожђа. Нодуларно ливено гвожђе добија нодуларни графит кроз сфероидизацију и инокулациони третман, који ефикасно побољшава механичка својства ливеног гвожђа, посебно пластичност и жилавост, како би се добила већа чврстоћа од угљеничног челика.
Одливци од нодуларног гвожђа имају боље перформансе апсорпције удара од угљеничног челика, док одливци од угљеничног челика имају много бољу заварљивост. И у одређеној мери, одливци од дуктилног челика могли би имати неке перформансе отпорности на хабање и рђу. Тако да се ливење од нодуларног гвожђа може користити за нека кућишта пумпе или системе за водоснабдевање. Међутим, и даље морамо предузети мере предострожности да их заштитимо од хабања и рђе.
Нодуларно гвожђе није један материјал, већ је део групе материјала који се могу произвести да имају широк спектар својстава кроз контролу микроструктуре. Заједничка карактеристика ове групе материјала је облик графита. Код нодуларног гвожђа, графит је у облику нодула, а не љуспица као у сивом гвожђу. Оштар облик љускица графита ствара тачке концентрације напона унутар металне матрице, а заобљен облик нодула мање, чиме се спречава стварање пукотина и обезбеђује повећана дуктилност која легури даје име. Дакле, уопштено говорећи, ако нодуларно гвожђе може да задовољи ваше захтеве, нодуларно гвожђе би могло бити ваш први избор, уместо угљеничног челика за ваше одливе.

| Метал и легуре за ливење у песак обложен смолом | |
| Метал и легуре | Популар Граде |
| Сиви ливени гвожђе | ГГ10~ГГ40; ГЈЛ-100 ~ ГЈЛ-350; |
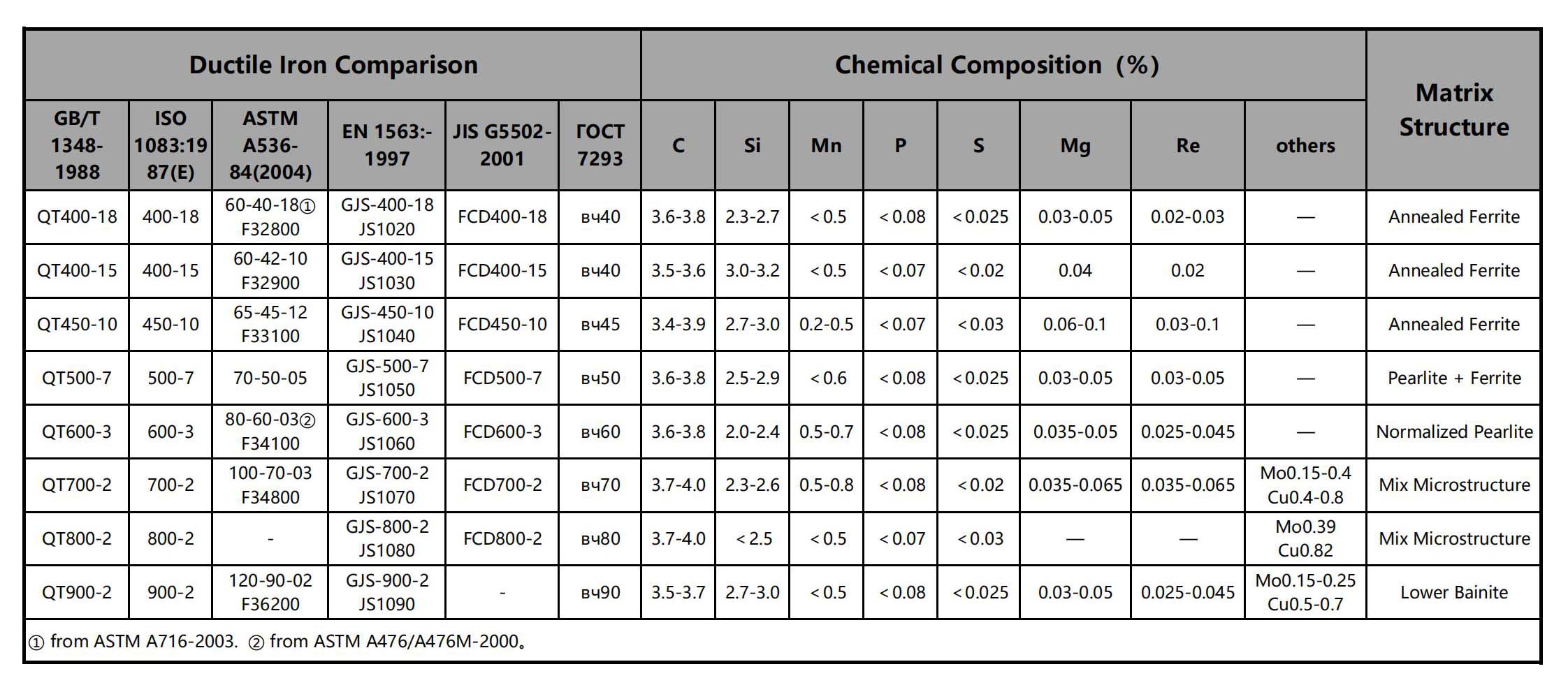
| Дуктилно (нодуларно) ливено гвожђе | ГГГ40 ~ ГГГ80; ГЈС-400-18, ГЈС-40-15, ГЈС-450-10, ГЈС-500-7, ГЈС-600-3, ГЈС-700-2, ГЈС-800-2 |
| Аустемперед дуктилно гвожђе (АДИ) | ЕН-ГЈС-800-8, ЕН-ГЈС-1000-5, ЕН-ГЈС-1200-2 |
| угљенични челик | Ц20, Ц25, Ц30, Ц45 |
| легирани челик | 20Мн, 45Мн, ЗГ20Цр, 40Цр, 20Мн5, 16ЦрМо4, 42ЦрМо, 40ЦрВ, 20ЦрНиМо, ГЦр15, 9Мн2В |
| нерђајући челик | Феритни нерђајући челик, мартензитни нерђајући челик, аустенитни нерђајући челик, нерђајући челик који се стврдњава при падавинама, дуплекс нерђајући челик |
| Алуминијумске легуре | АСТМ А356, АСТМ А413, АСТМ А360 |
| Легуре на бази месинга / бакра | Ц21000, Ц23000, Ц27000, Ц34500, Ц37710, Ц86500, Ц87600, Ц87400, Ц87800, Ц52100, Ц51100 |
| Стандард: АСТМ, САЕ, АИСИ, ГОСТ, ДИН, ЕН, ИСО и ГБ | |
Предности ливења од песка обложеног фуранском смолом које се самоотврдњавају:
1) Побољшати тачност димензија одливака и храпавост површине.
2) Стврдњавање песка калупа (језгра) не захтева сушење, што може уштедети енергију, а могу се користити и јефтине кутије и шаблони за језгро од дрвета или пластике.
3) Самоотврдњавајући песак за калуповање се лако сабија и сруши, лако се чисти одливци, а стари песак се може рециклирати и поново користити, што у великој мери смањује радни интензитет израде језгра, моделирања, пада песка, чишћења и других веза, и лако се реализује механизација или аутоматизација.
4) Масени удео смоле у песку је само 0,8% ~ 2,0%, а свеобухватни трошкови сировина су ниски.
Пошто метода самоотврдњавања има многе од горе наведених јединствених предности, метода самоотврдњавања се не користи само за израду језгра, већ се користи и за ливење у калупе. Посебно је погодан за једноделну и малу серијску производњу, а може да производи ливене гвожђе, ливени челик и одливке од обојених легура. Неке кинеске ливнице су у потпуности замениле глинене калупе за суви песак, калупе за цементни песак, а делимично су замениле калупе од воденог стакла.

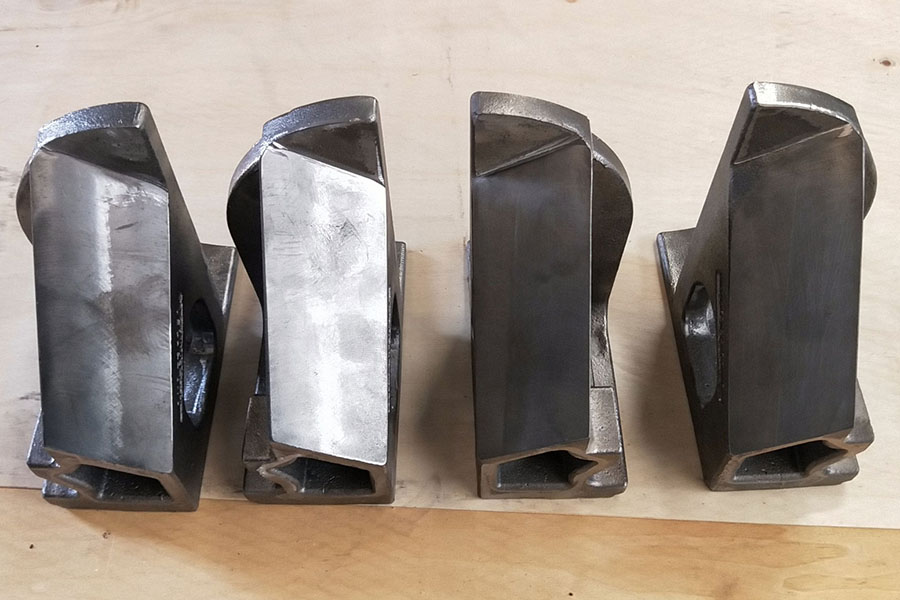

Делови од дуктилног ливеног гвожђа







{kind=link}