
И сиво гвожђе и нодуларно гвожђе се могу бацитипроцес ливења у песак, процес ливења у калупу (песак обложен смолом), ливење изгубљене пене, ливење под вакуумом и ливење по инвестицији. Песак је један од најпопуларнијих и најједноставнијих врста ливења. Ливење у песак омогућава мање серије од трајног ливења калупа и по веома разумној цени. Не само да ова метода омогућава произвођачима да креирају производе по ниској цени, већ постоје и друге предности ливења у песак, као што су операције веома малих димензија. Ливање у песак такође омогућава ливење већине метала, у зависности од врсте песка који се користи за калупе. Процес ливења ливења у калупу се такође назива процес ливења у песку са претходно обложеном смолом, ливење у топлој љусци или процес ливења језгра. Главни материјал за обликовање је претходно обложени песак од фенолне смоле, који је скупљи од зеленог песка и песка од фуранске смоле. Штавише, овај песак се не може рециклирати. Делови ливеног гвожђа за ливење шкољке имају веће трошкове од ливења у песак. Међутим, тхеливење делова за ливење љускеимају многе предности као што су мања толеранција димензија, добар квалитет површине и мање дефекта ливења.

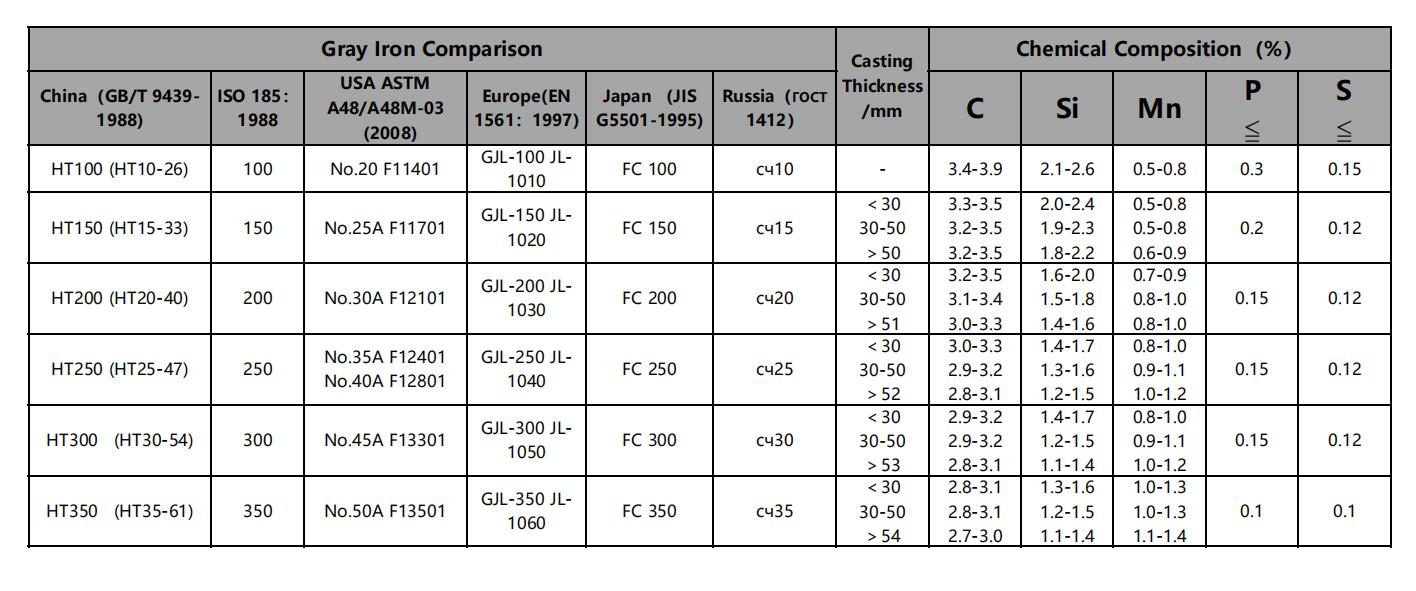
Међутим, још увек постоје неке разлике између делова за ливење од сивог гвожђа и делова за ливење од нодуларног гвожђа.Ливење песка од сивог гвожђанајчешће се користи за израду сложених облика које би иначе било тешко или неекономично направити другим процесима формирања метала. Захваљујући лакоћи обраде, високој чврстоћи на притисак, бољој топлотној проводљивости и одличној апсорпцији вибрација, сиви ливени гвожђе је један од најчешће коришћених метала за ливење већ дуго времена, чак и у тренутној индустријској производњи. Садржај угљеника је далеко најважнији елемент за сиво гвожђе (обично 2% до 4%) за стварање затезне чврстоће и обрадивости. Када растопљено ливено гвожђе очврсне неке од талога угљеника као графит, формирајући ситне, неправилне љуспице унутар кристалне структуре метала које побољшавају пожељна својства ливеног гвожђа, љуспице нарушавају кристалну структуру што доводи до карактеристичне крхкости ливеног гвожђа.
Развој сивог ливеног гвожђа углавном је вођен високом чврстоћом. У прошлости, главни начин за побољшање перформанси сивог ливеног гвожђа била је инокулација. Последњих година, главни приступ сада је фокусирање на легирање, а да би се побољшале перформансе ливења, многе ливнице сивог гвожђа користе ливено гвожђе са већим еквивалентом угљеника. Ово је посебно важно за ниско легирано ливено гвожђе. Због тога је сиви ливени гвожђе погодан материјал за производњу делова од ливеног гвожђа блока мотора, кућишта машине, базе машине, контратегова, делова пећи, делова котла, шкољки пумпе и тако даље.
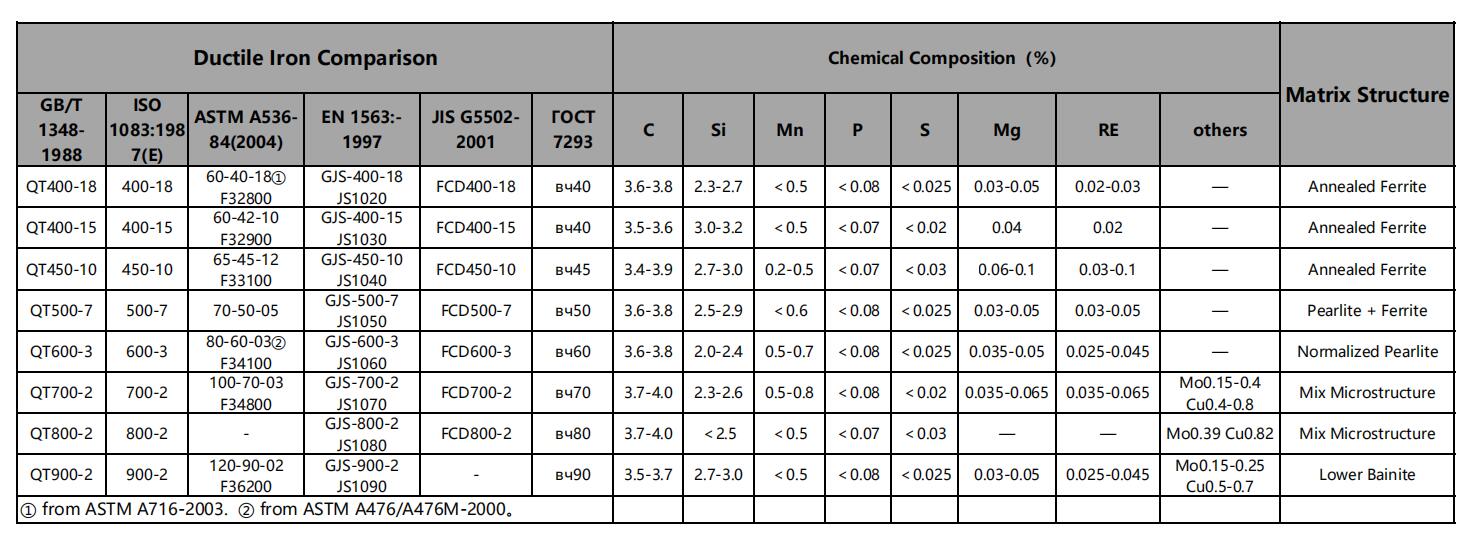
Нодуларно гвожђе нуди флексибилност дизајна и смањене трошкове производње у односу на заварене производе и отковке. У микроструктури нодуларног гвожђа, графит се формира у сферне нодуле уместо у љуспице, чиме се спречава стварање пукотина и обезбеђује повећана дуктилност која легури даје име. Нодуларно гвожђе има већу затезну чврстоћу и жилавост сличну челику.Одливци од нодуларног гвожђаимају многе карактеристике, међутим, нису увек најисплативија алтернатива другим легурама гвожђа. Поред тога, нодуларна гвожђа се широко користе у бројним производним индустријама, укључујући пољопривреду, аутомобилску индустрију, хидраулику, железничке возове, комерцијалне камионе и ваздухопловну индустрију.

Време поста: 27.01.2021